答:不建议普通用户选择预制特氟龙涂层制品,或委托专业厂家加工;工业小批量需求可尝试租用设备并接受技术培训后操作。
一、技术与设备限制
特氟龙喷涂核心流程包含表面处理、喷涂施工、高温固化三步,技术上可分解操作。但需满足以下条件:
喷涂气压需稳定在0.4-0.6MPa,喷枪距离工件20-30cm,固化温度需达380-420℃并精确控温;
需配备高压无气喷枪、高温固化炉(非家用烤箱可替代);
须选用与基材(金属、陶瓷等)匹配的特氟龙分散液(如PTFE乳液)。
手工喷涂易产生流挂、橘皮纹,需反复练习手法(推荐Z字形匀速移动);
家用设备难以维持恒定高温,温度偏差超过±10℃会导致涂层粉化或脱落;
PTFE高温分解可能释放含氟有毒气体,需专业通风系统与防毒面具。
二、操作流程与必备工具清单
1. 基础工具与材料
喷砂机 高温烘箱
2. 分步操作指南
基材预处理
以60°角均匀喷射基材表面,目视无光亮点为合格;
用丙酮擦拭后置于无尘环境干燥(湿度≤60%)。
喷涂施工
按说明书稀释PTFE乳液至粘度25-30s(涂-4杯测试);
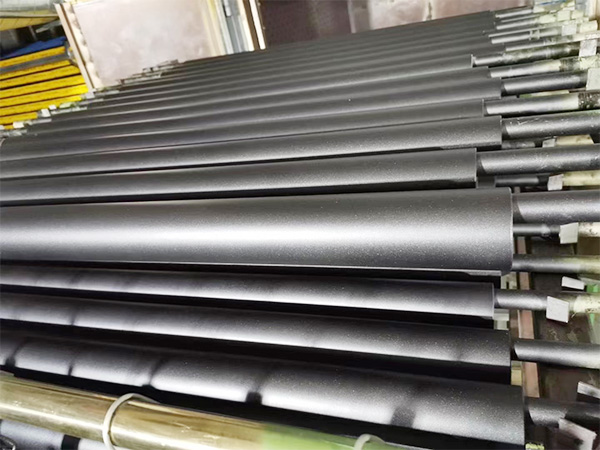
每层厚度≤15μm,间隔10分钟表干后再喷下一层,总厚度建议40-60μm。
高温固化
先以100℃/h速率升温至180℃保温30分钟(溶剂挥发),再升至380℃保温20分钟成膜;
关闭烘箱随炉冷却至80℃以下取出,避免骤冷导致开裂。
三、风险提示与适用场景建议
1. 高风险场景
家庭操作难以达到FDA食品级涂层标准;
如轴承、阀门,涂层厚度误差需≤5μm,需自动化设备保障。
2. 可尝试的简易场景
如手工糖模、蜡烛模具,选择局部喷涂并严格控温;
针对已有特氟层局部剥落,可砂纸打磨后补喷,但需与原涂层材料兼容。
3. 安全红线
禁止在密闭空间操作,必须配备防爆型排风系统;
固化阶段需监测气体浓度,PTFE分解产物毒性阈值为0.1mg/m³。
参考资料:自己如何喷涂特氟龙
特氟龙涂料的多种喷涂方法详解
其他人阅读了:
铁氟龙喷涂工艺流程是怎么样的?
特氟龙喷涂多少钱一平方